

PFMEA Control Gap: Control Plan Tools That Fail During Transition
The PFMEA (Process Failure Mode and Effects Analysis) control gap is one of the most common root causes of quality failures in manufacturing. It occurs when the Process Failure Mode and Effects Analysis (PFMEA) indicates that risks are controlled, but actual shop-floor execution indicates otherwise. This post responds to a blog post and to a question from an earlier LinkedIn post and exchange. Thank you Manoj Kumar JAT. This is serendipitous because the first post was born of recent consulting observations.
Before we go further, writing this is a little like the joke we used to make; it’s like eating liver. The longer you try to eat it, the bigger it gets. To that end, this article may read weird.
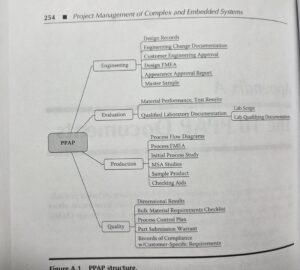
For those new to the topic, the PFMEA is part of the APQP process, which is intended to ensure the design can be manufactured effectively. The PFMEA is not a standalone effort; it feeds the control plan, prioritizes, and focuses manufacturing line development.
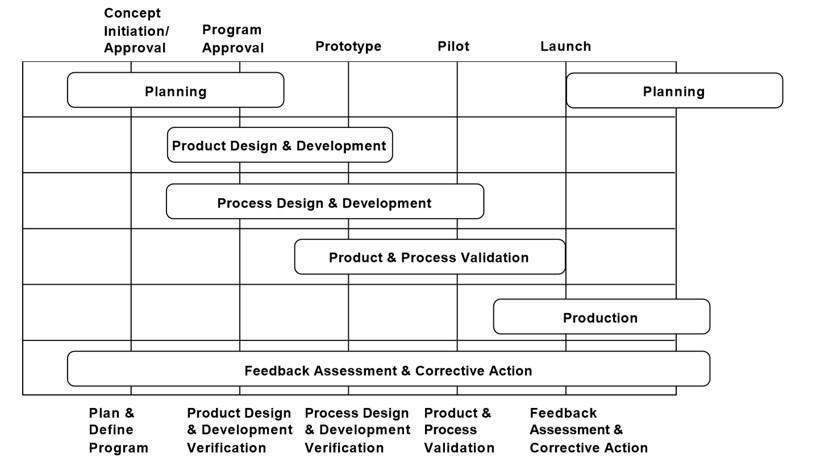
While organizations deploy extensive statistical process control, inspection systems, and error-proofing tools, the largest PFMEA control gap consistently occurs during transitions between control plan levels—especially from prototype to pilot and from pilot to early mass production. Across industries and product launches, the pilot phase consistently creates the largest PFMEA control gap, particularly during transitions between control plan levels.
What Is the PFMEA Control Gap?
The PFMEA control gap is the disconnect between:
-
PFMEA intent (risk prevention)
-
Control plan documentation (risk detection and monitoring)
-
Actual shop-floor execution under takt time and pressure
The gap does not exist because tools are missing; it exists because tools fail differently across control plan levels.
 Control Plan Levels and Transition Risk
Control Plan Levels and Transition Risk
Prototype Control Plan – Learning Phase
Purpose: Understand variation and failure modes
As we design and develop the product, we will need to produce prototype parts to run engineering, fitment, and preliminary functional tests. We need to produce reliable components to enable these explorations. The difficulty is that these parts must be sufficiently robust to withstand the product development team’s testing without the added complication of latent defects in prototype parts. Prototype part failures during production will complicate assessing the proposed design’s competence. It asks, “Is the thing the development team is seeing a function of the prototype quality, or a design error?“
During prototype builds:
-
Controls are exploratory
-
Engineering involvement is high
-
Assumptions are expected to change
Typical Prototype-Level Failure Modes
-
Manual adjustments masking true variation
-
SPC tools used for observation, not control
-
Measurement systems not yet validated
-
Learning was not carried forward into the pilot PFMEA
Transition difficulty:
Failure modes identified during the prototype are often not translated into scalable preventive controls, creating a PFMEA control gap in the next phase.
Pilot / Pre-Launch Control Plan – Highest PFMEA Risk
Purpose: Validate the process before production
As we build a mass-production-capable manufacturing line, we conduct tests similar to those run by the development engineers on the designed parts. Ideally, this will require revisiting the PFMEA to determine whether our assessments of severity, probability, and detectability (RPN) align with our expectations. This requires some form of testing or analysis, but more likely both. We will produce a greater volume of parts for this exploitation, for example, through trial production runs. Ultimately, we will perform a run at the rate that will be used for PVT.
The pilot phase creates the largest PFMEA control gap. We will conduct experiments in a manner similar to that used by the development engineers in the product development process. I have several stories as examples of this growth. Let me know if you are interested in having a chat or seeing some writing on this.
Why? Because organizations attempt to prove control before the process is capable.
Early Mass Production – Reality Check
Okay, the day of mass production has arrived
Purpose: Sustaining quality at volume
It is rare for the manufacturing line to ramp up from near-zero to full-scale production at maximum volume. As we ramp up production, we are paying attention to the critical quality elements and ensuring our tools and controls meet the needs of the enterprise and the customer. If we are a tier-one supplier, based on experience, we will need to identify ways to improve throughput and the value proposition for the customer. These pressures, and our desire to maintain the line’s profitability and performance, will necessitate a continuous improvement approach such as Total Quality Management (TQM).
During early mass production:
-
Process weaknesses surface quickly
-
Scrap, downtime, and customer feedback expose failures
-
Metrics force PFMEA and control plan alignment
Gap impact:
Smaller, but far more expensive to correct.
Transition challenge:
Fixes require organizational alignment and capital investment.
Manufacturing Control Tools—and Where They Break Down
Our PFMEA will identify the process items to be controlled, and the control plan will specify the actions to ensure that these items are addressed and controlled. The following control tools are widely searched, widely deployed, and widely misunderstood during transitions. We have numerous approaches available to control the product’s manufacturing steps.
Statistical & Process Control Tools (SPC)
If we do not measure what we have, we cannot control it. We need to know what is important to measure, the range of that measurement that constitutes good, and a repeatable way of measuring and comparing the two. This is obvious, but recent experience indicates that this shortcoming persists.
Common Tools:
-
Control Charts (X̄–R, X̄–S, I-MR)
-
Attribute Charts (p, np, c, u)
-
Cp, Cpk, Pp, Ppk
-
Run Charts, Histograms, Pareto Charts
Transition Failure Modes
-
SPC implemented before process stability (unknown common cause variation)
-
Control limits set from short pilot runs (insufficient data points)
- Inappropriate measuring devices. (see Measurement & Gauging Controls)
-
Operators react to alarms without authority (review)
-
Capability indices used to justify weak controls
📌 PFMEA control gap driver: Data exists, but control does not.
Measurement & Gauging Controls
For some purposes, we need a calibrated tool for measurement. These tools often require periodic reviews and must remain under operator control to prevent operators from using whatever tool is available. In practice, this is a common failure mode that 5S can help reduce.
Common Tools:
-
Go / No-Go, Plug, Ring, Thread Gauges
-
Calipers, Micrometers, Height Gauges
-
Dial Indicators, CMMs, Vision Systems
Transition Failure Modes
-
Gauge R&R equation for variation, measurement tool, person, specimen Measurement replaces prevention
-
Inspection speed incompatible with takt time
- Tools not controlled – especially gauges. (5S)
-
High dependence on inspectors, not processes
- No periodic calibration check of the devices
📌 PFMEA control gap driver: Detection is mistaken for risk reduction.
Machine & Equipment Controls
During the development of the manufacturing line, there will be explorations into the controls available to the operator, as well as to supervisors and manufacturing engineers responsible for operating and setting up the line. Some of these controls are safety-related, and others are there to ensure that modification of the system is well considered before proceeding. Recent experience indicates that this is not ubiquitous and can create the illusion that the system is under control when, in fact, it is not, as uncontrolled variation can be introduced with little warning.
Common Tools:
-
PLCs, HMIs, CNC program controls- for example, prompts for steps before moving to the next step

What is really happening? -
Interlocks, sensors, and alarms,
-
Tool wear monitoring, automatic shut-offs
Transition Failure Modes
-
Alarms ignored under production pressure
-
Interlocks bypassed for uptime
-
CNC parameters adjusted without PFMEA updates
-
Equipment controls not validated at volume
📌 PFMEA control gap driver: Controls exist but are overridden.
Error-Proofing & Prevention Controls
This section is closely connected to the product development effort; consider connectors with the same pin count and shape. These error-proofing measures may be closely tied to the product development effort. Yet another reason why manufacturing should be closely connected to the development effort.
Common Tools:
-
Poka-Yoke devices-this will have as much to do with design choices from the development engineering, and is why manufacturing personnel should be included in the development effort.
-
Fixture keying, orientation controls
-
Barcode / RFID verification
-
Parameter lockouts, recipe management
Transition Failure Modes
-
Poka-Yoke was added after pilot failures
-
Error-proofing works only at low speed
-
Lockouts removed for flexibility
-
Prevention controls assumed—not tested
📌 PFMEA control gap driver: Prevention is claimed but not proven.
Visual & Operational Controls
One of the difficult things in maintaining the manufacturing line, from experience, is keeping the as documented in step with the as performed work instructions. Changes are not to be performed without approval, so this is as much about keeping the operator informed and diligent as it is about updating work instructions.
Common Tools:
-
Standard work instructions
-
Visual boards, shadow boards
-
Kanban, takt displays, stack lights
Transition Failure Modes
-
Visual controls were ignored during schedule pressure
- Work instructions were ignored during schedule pressure
-
Standard work not updated post-pilot
-
Shift-to-shift inconsistency
-
Visuals show status, not risk
📌 PFMEA control gap driver: Visibility without accountability.
Quality & Compliance Controls
Part of our PPAP submission will include the first article parts. This is a demonstration of the manufacturing line and the product produced. It provides a roadmap for how we have arrived at this point. As such, it provides traceability to that point in time and serves as a baseline for any changes. Any proposed change must be communicated to the customer prior to implementation.
Common Tools:
-
First Article Inspection (FAI)
-
In-process and final inspection
-
Control plans, check sheets
-
Traceability and nonconformance systems
 Transition Failure Modes
Transition Failure Modes
-
FAI is treated as a one-time event
-
Control plans written for audits
-
PFMEA is not updated after escapes
-
Compliance mistaken for control
- Poor hand-off from manufacturing line development to operations
📌 PFMEA control gap driver: Documentation replaces execution.
Maintenance & Reliability Controls
Common Tools:
-
Preventive and predictive maintenance
-
Calibration programs
-
Condition monitoring
-
OEE and downtime tracking
Transition Failure Modes
-
PM deferred during ramp-up
-
Calibration drift not reflected in PFMEA
- Tool not continuously monitored or on a schedule
-
OEE prioritized over stability
-
Equipment degradation normalized
📌 PFMEA control gap driver: Reliability assumed, not verified.
Why Transitions Create the PFMEA Control Gap
The PFMEA control gap expands during transitions because:
-
Controls that work at low volume fail at takt time
-
Ownership shifts from engineering to operations too early
-
New failure modes emerge faster than documentation updates
-
Prevention controls are not validated under worst-case conditions
Each control plan level introduces new risk, not just more volume.
Key Takeaway
The PFMEA feeds the control plan. The control gap is not caused by missing tools—it is caused by tools that fail during control plan transitions, and a lack of follow-through. Closing the gap requires discipline, evidence of prevention, and validation under production conditions, not merely improved documentation.

For more information, contact us:
The Value Transformation LLC store.
Follow us on social media at:
Amazon Author Central https://www.amazon.com/-/e/B002A56N5E
Follow us on LinkedIn: https://www.linkedin.com/in/jonmquigley/
https://www.linkedin.com/company/value-transformation-llc
Follow us on Google Scholar: https://scholar.google.com/citations?user=dAApL1kAAAAJ