
PPAP Process Flow and Its Link to PFMEA and Control Plan
The PPAP Process Flow
The PPAP process flow (Production Part Approval Process) is a cornerstone of modern manufacturing quality systems, pa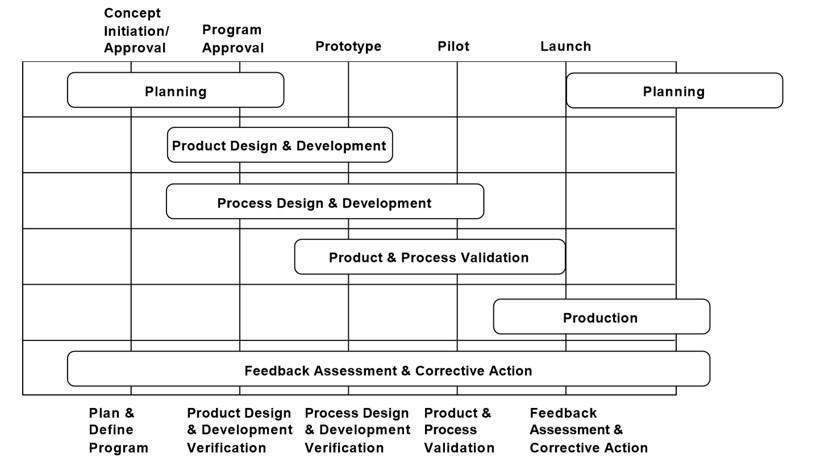 rticularly in automotive and industrial sectors. It ensures that every part delivered meets customer expectations by validating that the production process can consistently produce conforming components. PPAP is part of the Advanced Product Quality Planning (APQP) approach, often used in automotive product development and manufacturing. Recognizing the quality of the product is the sum of the actions taken during design and the manufacturing line setup, regardless of industry, the APQP approach orchestrates these efforts, or at least attempts to do so. It is worth exploring for any company that designs and manufactures products.
rticularly in automotive and industrial sectors. It ensures that every part delivered meets customer expectations by validating that the production process can consistently produce conforming components. PPAP is part of the Advanced Product Quality Planning (APQP) approach, often used in automotive product development and manufacturing. Recognizing the quality of the product is the sum of the actions taken during design and the manufacturing line setup, regardless of industry, the APQP approach orchestrates these efforts, or at least attempts to do so. It is worth exploring for any company that designs and manufactures products.
At its core, the PPAP process flow provides a visual representation of the manufacturing sequence—from raw materials to finished goods. Each step is documented and controlled, laying the foundation for two critical quality tools: the PFMEA and the control plan. You never know how much goes into making the product and the connection to development engineering until you go through the process of assembling it. Especially the first units. The first parts built, from experience, often reveal many areas for improvement, even when the engineering and manufacturing efforts have been coordinated.
Linking the Process Flow to PFMEA
A Process Failure Mode and Effects Analysis (PFMEA) identifies potential process failures before they happen. The process flow feeds directly into the PFMEA, step by step, allowing teams to systematically evaluate what could go wrong at each operation and its potential impact on quality or safety.
When each operation in the PPAP process flow is aligned with a corresponding PFMEA entry, it creates a proactive risk management structure. This linkage is vital for detecting weak points early, quantifying risks, and assigning mitigation actions — a fundamental part of advanced product quality planning (APQP).
 How PFMEA Drives the Control Plan
How PFMEA Drives the Control Plan
Once potential risks are known, the control plan defines how to monitor and control each step of the process to maintain consistent quality. The PFMEA’s high-risk items determine the type and frequency of checks required.
This traceability—from process flow to PFMEA to control plan—ensures that manufacturing decisions are driven by quantified risk rather than assumption. It closes the loop between analysis and action, ensuring that every product leaving the line is built through a validated, stable process.
The Three Levels of Control Plan
The control plan defines how each process step will be monitored and controlled to prevent defects and ensure product quality. PPAP recognizes three levels of control plans, reflecting the iterative and incremental development and connected to the manufacturing process. 
1. Prototype Control Plan
The prototype control plan is used during the early development and design validation phase. This control plan focuses on variable conditions where materials, tooling, and processes may still be in flux. After all, the design itself is also still under development. The development engineers are still learning the expected operating area for the product. The products from the manufacturing line with this level of control will be used for engineering and customer exploration of the requirements and performance refinement. Parts from this line is an opportunity to learn more about how the ultimate line should be set up.
-
Purpose: Document how parts are built and verified during prototyping.
-
Focus: Material evaluation, design verification, and feasibility analysis.
-
Iterative element: Feedback from prototype testing informs PFMEA updates and process improvements.
2. Pre-Launch Control Plan
 This level of control plan applies to parts built using production tooling and equipment, but before full production approval. The manufacturing line may still be refining processes to meet the first-pass yield and throughput demands. We may run some run-at-rate parts from this line for Process Validation Testing (PVT). We may end up tweaking some of the work instructions. This is our quality check of the parts. At the end of this phase, we believe the line is competent enough to produce the desired volume of parts with the first-pass yield.
This level of control plan applies to parts built using production tooling and equipment, but before full production approval. The manufacturing line may still be refining processes to meet the first-pass yield and throughput demands. We may run some run-at-rate parts from this line for Process Validation Testing (PVT). We may end up tweaking some of the work instructions. This is our quality check of the parts. At the end of this phase, we believe the line is competent enough to produce the desired volume of parts with the first-pass yield.
-
Purpose: Validate the process capability and identify variation sources.
-
Focus: Increased inspection and data collection.
-
Iterative element: Findings refine the PFMEA and shape the final production control plan.
3. Production Control Plan
Once the process is stable, this plan governs full-scale manufacturing. The control plan can —and likely will —be updated with our cost improvement efforts over the life of the product from this manufacturing line.
-
Purpose: Maintain process control and ensure consistent output.
-
Focus: Established sampling, reaction plans, and control methods.
-
Iterative element: Continuous improvement through lessons learned and corrective actions.
Each level builds upon the previous one — mirroring the incremental development model, in which knowledge gained in early phases strengthens later production stages. This dynamic ensures that learning and feedback are embedded in the manufacturing system rather than isolated from it.
Iterative and Incremental Approach in PPAP
A strong PPAP system isn’t static; it evolves. The PPAP process flow must be reviewed and refined as products and processes mature. In iterative and incremental development, each design or process iteration provides an opportunity to revisit the PFMEA and update the control plan based on lessons learned or data gathered from early builds.
This ongoing improvement approach is central to Value Transformation LLC’s philosophy—bridging risk management, lean thinking, and systems engineering to deliver reliable outcomes faster. Every iteration tightens process control, reduces uncertainty, and transforms potential failure into predictable value creation.
 Why Integration Matters
Why Integration Matters
Integrating these three documents—process flow, PFMEA, and control plan—is not just an industry requirement; it’s a strategic advantage. The synergy between them provides:
-
Visibility: A clear map of manufacturing operations.
-
Accountability: Traceable linkage between risks and controls.
-
Agility: An iterative feedback system that adapts as processes improve.
Together, they embody continuous improvement and deliver measurable value transformation in any complex product development environment.
Final Thoughts
The PPAP process flow represents more than compliance—it’s a living document that links design intent, manufacturing execution. Our goal is to ensure customer confidence. When connected adequately to the PFMEA and the control plan, it becomes a dynamic roadmap that evolves with each development iteration, ensuring that products are not just made right but continuously improved.

For more information, contact us:
The Value Transformation LLC store.
Follow us on social media at:
Amazon Author Central https://www.amazon.com/-/e/B002A56N5E
Follow us on LinkedIn: https://www.linkedin.com/in/jonmquigley/
https://www.linkedin.com/company/value-transformation-llc
Follow us on Google Scholar: https://scholar.google.com/citations?user=dAApL1kAAAAJ